Welcome to Our Factory for a Visit! Free customized disinfection solutions

The World Health Organization's data on 600 million foodborne illnesses reflects the severity of the impact on food hygiene and safety. The root of the data lies in how to effectively prevent and control food processing hygiene? Is it the law? Is it a policy? These are not absolute conditions, they are disinfection processes. Only by starting with disinfection technology can we effectively ensure the health and safety of the global population.

In today's increasingly strict global food safety regulations, chlorine dioxide has entered the field of food processing. With its high load of organic matter, flexible adaptability, and no disproportionation reaction, it enables complex ingredients, precision equipment, or abnormal environments in food processing to destroy a large number of microbial armies on its own, achieving the key bottleneck problem of disinfection in the food industry - physical sterilization.
Unlike traditional disinfectants that only pursue sterilization rate, the entire disinfection process of chlorine dioxide is a systematic reconstruction. Firstly, we need to innovate the disinfection mechanism at the molecular level. Secondly, we need to improve the disinfection process control mode. Thirdly, we need to enhance the traceability efficiency of residual detection. These three aspects are interrelated, making disinfection more capable of maintaining certainty and bringing many energy-saving and efficiency enhancing improvements to food processing disinfection supervision.

1、 Mechanism of action and technological advantages
Chlorine dioxide uses the "heart attack" method to disable the infectivity of viruses, directly dismantling or destroying the central gene nucleic acid structure of the virus, making it no longer replicable and mobile. In terms of bacterial response, the goal is to first degrade the protective cell membrane tissue, by molecularly disintegrating the surface amino acids of bacteria, causing them to lose their barrier and rapidly decay.
The above disinfection mechanism is the unique "targeted control" disinfection technology of chlorine dioxide. Accurate positioning, targeted attacks, no damage to any friendly forces, and a literacy style clearance of enemy forces mixed in food. This unique mechanism not only avoids the hidden problem of microbial resistance, but also increases the probability of microbial killing efficiency and reaction rate compared to traditional disinfectants.
2、 Classification application standard based on concentration gradient
Food professionals in the industry are well aware that the same type of substance has completely different properties and risks under different levels of contamination. The use of chlorine dioxide, even if there are significant differences in concentration, can still achieve precise image matching based on different levels and concentrations. According to industry standards related to chlorine dioxide (including GB/T26366-2020 "Hygienic Requirements for Chlorine Dioxide Disinfectants"), the concentration gradient control in food processing environments can be scientifically controlled by referring to the following parameter ratios:
1. Water treatment disinfection: Controlling chlorine dioxide at a ratio of 0.2-1.0mg/L can not only remove impurities and odors in water, but also have significant treatment effects on raw water with high iron and manganese content.
2. Disinfection of food contact surfaces: Food workshops are mostly made of materials such as stainless steel and plastic, and use a 50-200mg/L mixed solution. Assisted disinfection methods such as atomization, scrubbing, or irrigation can ensure that all contact surfaces and dead corners are thoroughly disinfected to meet strict hygiene standards.
3. Preservation and preservation of fruits and vegetables: For the cleaning process of refrigerated fruits and vegetables, a concentration ratio of 50mg/L should be used for processing mode, and a concentration ratio of 10mg/L should be used for preservation mode to achieve various flavor requirements such as delayed ripening and stable freshness.
4. Space environment disinfection: Large scale disinfection is often carried out by atomization operation, with a dosage of 100 milligrams of solution, 10 milliliters per cubic meter, and sealed for 30 minutes, which can globally kill natural bacteria in the air.

3、 Progress in detection technology for residual control
After the disinfection focus is resolved, we enter the disinfection backend stage. The index compliance issue in this link is particularly worrying. If the detection method is not appropriate, it will still cause problems such as complicated processes and low efficiency. To this end, China's development of testing technology has risen to the challenge, continuously improving and innovating to construct various testing processes suitable for diverse scenarios, and building a solid hygiene defense line for food safety.
1. Improved five step iodometric method: It is a technology that can firmly lock in multiple laboratory indicators of chlorine dioxide, chlorite, and chlorate with ultra-low detection limits as low as 0.02mg/L under different pH water quality conditions. Its extremely small tolerance of ≤ 2.1% confirms its high stability and safety in detection.
2. Ion chromatography: This method uses efficient separation techniques for chromatographic measurement, accurately detecting the volume of trace by-products. Becoming an authoritative testing method for complex food materials such as fresh meat and aquatic products.
3. Electrochemical sensing technology: This method uses highly sensitive materials such as nano gold and carbon nanotubes as sensing components to perform charge sensing reactions. It has the advantages of fast response and convenient operation, and is often used for on-site real-time quality inspection applications.

From core technology to terminal detection, every detail and process is striving for scientific rigor, stability, and reliability. The above various detection technologies are only aimed at firmly controlling safety within the threshold range, making the
production quality of enterprises more trustworthy.
4、 Accurate disinfection technology empowers brands
Xiuba, a brand that specializes in chlorine dioxide as a single category marketing, focuses not on products, but on the development of chlorine dioxide technology and efficiency improvement, which is a core strength that many disinfectant manufacturers aspire to. Although Xiuba has gone through more than 30 years of ups and downs, it has not changed its original intention in the industry, constantly expanding its product line from liquids to effervescent tablets, to powders, and now developing more product types with different blending ratios to meet the complex food production needs in China.
1. Scene adaptation of multi dosage form matrix
The Xiuba food processing series disinfectant has rich application and selection conditions in various scenarios. Among them, 4% chlorine dioxide disinfectant powder adopts one yuan packaging technology, which can be used for disinfection of general object surfaces, air, food processing pipelines and other scenarios. 10% chlorine dioxide disinfectant powder has been improved by the new national standard, with a significantly increased conversion rate, and can kill bacteria such as Escherichia coli, Staphylococcus aureus, and Staphylococcus aureus. There is also a 23% chlorine dioxide disinfectant powder type II (A and B agent set products), which comes with a high content, meaning that sterilization is fast and thorough, and can maintain the hygiene and stability of the product shelf life for a long time.
In addition, Xiuba Food Processing Series disinfectants have multiple other options with unique advantages, which are applied in different production environments and have obtained national food safety certification. Matching the needs of processing and disinfection, targeted selection is the preferred solution for customized disinfection in food processing.

2. Strict quality assurance system
In terms of quality control, Xiuba brand is a chlorine dioxide disinfectant production enterprise approved by the Ministry of Health and certified by the Ministry of Agriculture GMP. Xiuba strictly adheres to the current national standards, and each product has been officially registered on the official national platform. Third party inspection reports and safety evaluation reports can be accepted at any time. In addition, Xiuba has established long-term and stable trust cooperation with enterprises through its series of products, serving nearly 30000 enterprises and customers, and its quality has been well confirmed by the market.
Xiuba solidifies its foundation with product technology, but it doesn't stop there. Xiuba's affiliated Shandong Huashi Pharmaceutical Company has also established a full process service organizational structure from disinfection process design, residual risk assessment to testing method validation, which can provide third-party verification of disinfection effectiveness and residual level assessment for enterprises. From product use to terminal quality inspection, it allows food processing enterprises to break through technical barriers and achieve optimal production. Finally, food enterprise users can seek technical support through the service hotline below according to their needs.

Chlorine dioxide spray disinfection in food packaging workshop is easy to cause combustion and explosion risk due to static electricity generated in dry environment. Comprehensive prevention and control can be achieved through four kinds of measures, including equipment anti-static grounding, optimization of atomization parameters, improvement of workshop humidity, static electricity monitoring and emergency plan.

Chlorine dioxide, with its precise sterilization characteristics, graded application standards, and comprehensive residue detection technology, has built an integrated disinfection system for food processing. Xiuba relies on diversified compliant products and professional services to strengthen the food safety defense line.

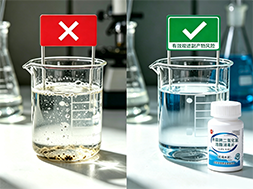
Many people fail to achieve the expected results with chlorine dioxide disinfection, mainly due to three types of operational errors: blindly increasing the concentration, not fully activating the agent, and indiscriminately mixing other chemicals. As long as the concentration is strictly matched according to the scene, the drug activation is done well, and it is stored and used separately, the disinfection goal can be stably achieved.
The use safety of chlorine dioxide in compliance with dilution is authorized. As long as the dosage is controlled, the activation operation is standardized and used according to the scenario ratio, it can be safely disinfection and sterilization without hidden dangers.
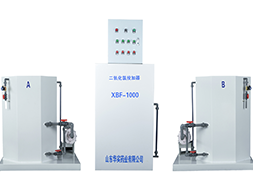
Shandong Huashi Pharmaceutical has been deeply engaged in the field of chlorine dioxide for more than 40 years. Its chemical chlorine dioxide generator can prepare disinfectant on site, which has four core functions: broad-spectrum sterilization, water purification and deodorization, multi industry application, and low harmful by-products. Fully automatic and stable disinfection and sterilization can be achieved by adding reagent reaction solution.
Xiuba Chlorine Dioxide, a subsidiary of Shandong Huashi Pharmaceutical, has decades of industry accumulation. Xiuba has perfect qualifications, patented technology and all-weather after-sales service, which is suitable for food factories, water treatment and other multi scene compliance disinfection and sterilization needs.

The harmfulness of chlorine dioxide is determined by its usage concentration. High concentration solutions and aerosols can irritate the human body, damage water bodies and corrode equipment. After dilution according to national standards, it is recognized as an A1 level safe disinfectant by the World Health Organization. Xiuba can put an end to the hidden danger of excessive dosing by virtue of three methods, namely, quantitative dosage, standard activation process and accurate proportioning according to the scene. At the same time, it provides a full set of qualifications and professional technical guidance to ensure compliance with disinfection and sterilization.

As a grade A1 safe disinfectant, chlorine dioxide has become the preferred product for green disinfection at present due to its advantages of less by-products, natural decomposition and low environmental burden. It has a wide range of application scenarios. Xiuba chlorine dioxide products are well-equipped, with clear residue detection standards and control scope. Manufacturers also adhere to the concept of environmental protection, practice social responsibility, and help achieve compliance and environmental protection in all fields.

In 2026, the domestic chlorine dioxide market is expected to grow steadily, with prominent demands in four major scenarios: drinking water, medical wastewater, food processing, public environment, and aquaculture. The market is increasingly emphasizing product quality and compliance qualifications.

The chlorine dioxide generator has no harmful residues and controllable concentration, which can meet the requirements of disinfection throughout the entire food processing process and related production standards. Shandong Huashi Pharmaceutical has established an overseas system with complete qualifications, customized products, and supporting services, while continuously optimizing technology, expanding applications, and overseas markets.
Northeast of Huangshan Road and Chuangye Intersection, Small and Medium sized Enterprise Entrepreneurship Industrial Park, Shanwang Town, Linqu County, Weifang City, Shandong Province
Copyright © 2025 by Shandong Huashi Pharmaceutical Co., Ltd All Rights Reserved



 Language
Language 中文
中文 Русский
Русский




